

 A partir de ahora, «WELTEC BLUE WATER» sustituye a Kumac. Con este cambio de nombre, WELTEC BIOPOWER reacciona a las exigencias que los mercados internacionales imponen a su tratamiento de estiércol licuado y de residuos de fermentación de probada eficacia. En los últimos años se han puesto ya en funcionamiento 17 plantas en todo el mundo. En Alemania funciona desde marzo de 2024 la primera instalación WELTEC BLUE WATER. Los materiales de partida que entran se convierten, a lo largo de distintos procesos, en compost, abono, lecho para animales, substrato de biogás y, según el material de entrada, hasta en un 60 % de agua industrial descontaminada, y todo ello de forma totalmente automática.
A partir de ahora, «WELTEC BLUE WATER» sustituye a Kumac. Con este cambio de nombre, WELTEC BIOPOWER reacciona a las exigencias que los mercados internacionales imponen a su tratamiento de estiércol licuado y de residuos de fermentación de probada eficacia. En los últimos años se han puesto ya en funcionamiento 17 plantas en todo el mundo. En Alemania funciona desde marzo de 2024 la primera instalación WELTEC BLUE WATER. Los materiales de partida que entran se convierten, a lo largo de distintos procesos, en compost, abono, lecho para animales, substrato de biogás y, según el material de entrada, hasta en un 60 % de agua industrial descontaminada, y todo ello de forma totalmente automática.
El nombre WELTEC BLUE WATER refleja por un lado la creciente demanda en todo el mundo y hace referencia, por el otro, a la mayor recuperación de agua. Actualmente hay plantas en construcción o en sus últimos estadios de planificación en Europa, Asia y los Estados Unidos. Las primeras referencias de estos sistemas fácilmente escalables están a punto de iniciar su producción en Japón y España. La tecnología resulta muy interesante para plantas en regiones de procesado, en las que hay una elevada oferta de estiércol líquido o escasez de agua, como por ejemplo Dinamarca y España. En Europa se fomentan también por este motivo inversiones del Fondo Europeo Agrícola para el Desarrollo Rural (FEADER).

La tecnología WELTEC BLUE WATER es también adecuada para la separación de nitrógeno y la devolución del agua al procesamiento de biogás para diluir los materiales de partida. Con este sistema se puede utilizar una gran parte de las sustancias de entrada ricas en nitrógeno, como por ejemplo el estiércol de aves de corral, para la producción de biogás. Comparado con otros sistemas, WELTEC BLUE WATER no necesita energía térmica y convierte los residuos sólidos sobrantes en abonos de alta calidad.
Aplicable a partir de 50.000 toneladas anuales
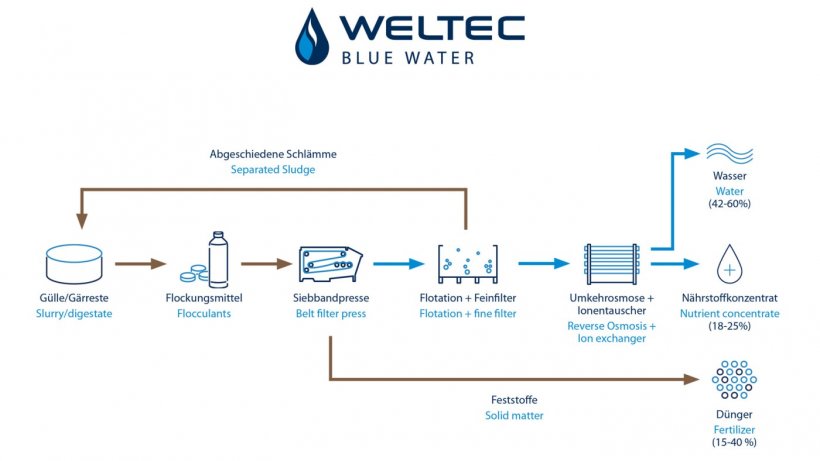
WELTEC BLUE WATER separa los sólidos del agua en un proceso de múltiples pasos. Según el contenido de sustancia seca del material de entrada, la distribución de los materiales sobrantes puede variar. Por ejemplo, un estudio independiente de la planta de tratamiento de Deurne en los Países Bajos, realizada por la Cámara de Agricultura de Baja Sajonia en 2015, tuvo como resultado la siguiente segmentación: 55 por ciento de agua industrial descontaminada, 25 por ciento de sólidos y 20 por ciento de concentrado líquido de nutrientes. Para aumentar la eficiencia de los materiales de partida, se añaden aditivos al inicio del proceso. Con ello, los componentes más finos floculan para facilitar su separación. Al mismo tiempo se separan mejor determinadas sustancias y se minimiza la emisión de olores. Finalmente, los residuos de fermentación se desaguan en una prensa de banda cribadora. Los sólidos restantes, con un contenido en sustancia seca de alrededor del 30 por ciento, son utilizados o vendidos por los usuarios como abono, compost, lecho animal o como substrato de biogás. El sistema permite un escalado modular y puede utilizarse a partir de las 50.000 toneladas anuales.

El agua puede utilizarse
El líquido extraído con la prensa de banda cribadora se airea en un tanque de flotación, en cuyo fondo se depositan así las partículas y sustancias en suspensión. Este lodo se reintroduce en el proceso. En el último paso, y con ayuda de un sistema de ósmosis inversa de varias etapas, se elimina hasta el 99 por ciento de las sales y de los nutrientes disueltos. El concentrado de nutrientes puede aprovecharse como abono líquido fácil de transportar. Tras el tratamiento en un intercambiador de iones queda solo agua industrial descontaminada, que puede utilizarse o devolverse finalmente al ciclo del agua. Esto significa que puede alcanzarse un ahorro de hasta el 60 por ciento en la capacidad de almacenaje de residuos de fermentación, por lo que no hace falta construir recipientes adicionales para ello.
Las ventajas de «WELTEC BLUE WATER« de un vistazo:
- Aproximadamente el 99,5 por ciento del fósforo y alrededor del 70 por ciento del nitrógeno quedan ligados a la
- fase sólida
- Tecnología avanzada y de probada eficacia con alta disponibilidad de las instalaciones
- Mayor transportabilidad y menores costes de producción gracias a la concentración de nutrientes
- Cantidad considerablemente menor de transporte para la producción de residuos de fermentación.
- Cumplimiento de las estrictas normativas para abonos y emisiones con bajo coste
- Mayores concentraciones de nitrógeno del material entrante en la instalación de biogás gracias a un circuito sin necesidad de fuente térmica
- Clara reducción del volumen de almacenaje para estiércol licuado y residuos de fermentación
- Estructura modular y, por lo tanto, escalable
- Funcionamiento completamente automatizado
- Múltiples posibilidades de comercialización de la fase sólida como abono, lecho animal o compost
A fin de cuentas, WELTEC BLUE WATER es adecuado tanto para los criadores de reses y cerdos como para las instalaciones de biogás y empresas industriales. Podrá obtener más información en la feria EnergyDecentral / EuroTier (del 12 al 15 de noviembre de 2024) en el estand de WELTEC BIOPOWER, nave 25, estand H21 en Hannover.
Octubre de 2024 - WELTEC BIOPOWER
