

La digestión anaerobia elimina compuestos orgánicos volátiles y mineraliza, lo cual mejora la calidad del digerido como fertilizante y favorece procesos posteriores de recuperación de nutrientes, aparte de producir energía renovable (biogás) y de contribuir a reducir emisiones de gases de efecto invernadero.
En situación de excedentes, cuando es necesario exportar nutrientes, la primera opción es exportar parte del digerido. Esto puede significar un coste de transporte elevado que, en caso de no ser asumible, obliga a valorar otras alternativas, por orden creciente de complejidad. Usualmente, a mayor complejidad tecnológica también mayor coste de inversión y de operación, el cual sólo será asumible si permite obtener unos productos de calidad con demanda en el mercado y una reducción significativa del impacto ambiental, tal que permita la pervivencia de la actividad ganadera. Por otra parte, conforme se aumenta la complejidad también aumenta el requerimiento de operación especializada, por lo cual es conveniente que la planta sea colectiva, dando servicio a muchas explotaciones, para aprovechar la economía de escala.

Las estrategias que se resumen a continuación mediante esquemas simplificados pueden ampliarse con otras unidades de proceso, o simplificarse aún más no utilizando alguno de los procesos, por ejemplo el compostaje o la peletización.
En caso de plantas colectivas, el transporte de las excretas en bruto representa un coste de importancia, el cual se puede minimizar transportando sólo la fracción sólida separada en granja para las explotaciones más alejadas de la planta. Se comprende que es necesario un elevado rendimiento en la separación de nutrientes de estos sistemas de separación local, para minimizar la cantidad que quedará en la fracción líquida y que deberá gestionarse en la explotación de origen.
Digestión anaerobia combinada con compostaje de la fracción sólida
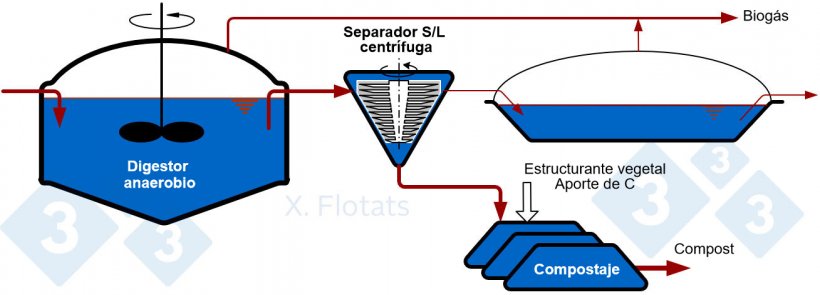
Figura 1. Esquema de la combinación de digestión anaerobia y exportación de la fracción sólida, con o sin compostar
Es necesaria una separación de alta eficiencia, para que una parte significativa de los nutrientes, sobretodo nitrógeno, pueda exportarse en forma de compost de la fracción sólida. Para el compostaje se debe disponer de una fuente de carbono. Alternativamente, puede exportarse la fracción sólida sin compostar. El nitrógeno amoniacal de la fracción líquida puede volatilizarse, por lo cual es necesario cubrir la balsa del efluente y, a ser posible, recuperar el metano que se continuará produciendo en la balsa durante el almacenaje.
Digestión anaerobia combinada con stripping y absorción del amonio
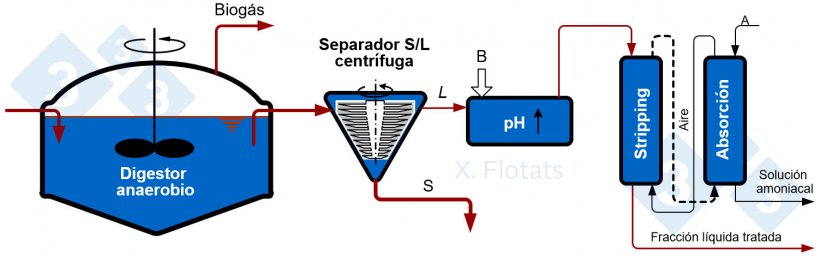
Figura 2. Esquema de la combinación de la digestión anaerobia y stripping de amoníaco, con exportación de la solución amoniacal y la fracción sólida, con o sin compostar.
El objetivo del proceso es la desorción y arrastre de amoníaco en una columna mediante una contracorriente de aire o vapor (columna de stripping) y su recuperación posterior en una columna con una corriente de ácido (A) absorbente (columna de absorción). En medio líquido, el ion amonio se encuentra en equilibrio con el amoníaco, que es el gas que es arrastrado en el proceso. Este equilibrio se desplaza hacia el amoníaco con un aumento de la temperatura y/o el pH (añadiendo una base B, como el hidróxido de sodio o de potasio). Un objetivo del proceso es obtener un producto de calidad susceptible de ser valorizado en la industria de los fertilizantes minerales, u otros usos. La fracción sólida, separada con anterioridad, también se puede exportar, sola o una vez compostada.
La contaminación por materia orgánica, volatilizada y arrastrada junto con el amoníaco, es el principal limitante. Por ello, es conveniente una digestión anaerobia previa, con la cual la materia orgánica se transforma en biogás, evitando así la contaminación del producto. Se comprueba en la Figura 3 que la digestión anaerobia previa favorece la obtención de un producto de mayor calidad.
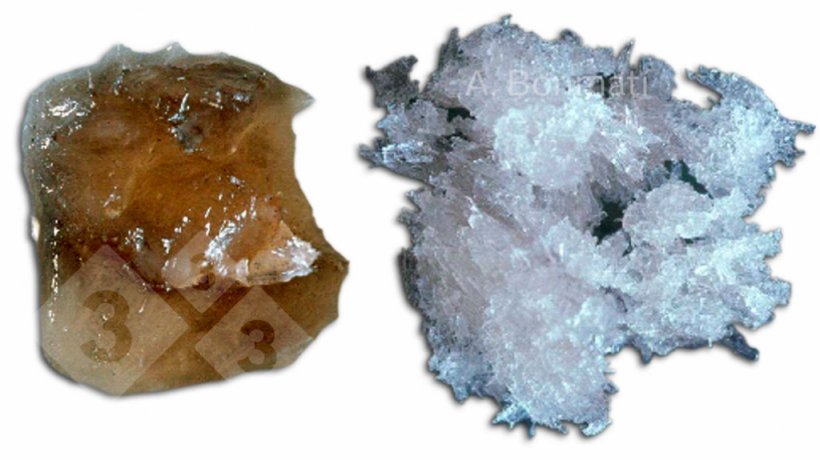
Figura 3. Cristales de sulfato amónico obtenidos mediante stripping y absorción de: A) purines de cerdo frescos; B) purines de cerdo digeridos anaeróbicamente. Fotos gentileza de A. Bonmatí (IRTA).
El líquido tratado contiene una menor concentración de nitrógeno (que mayoritariamente estará en la solución amoniacal a exportar) y fósforo (que mayoritariamente estará en la fracción sólida a exportar), por lo cual las dosis de aplicación a los cultivos se deberán realizar en función del componente limitante, que muy probablemente será el potasio o la salinidad.
Digestión anaerobia combinada con separación por membranas de la fracción líquida para exportar el concentrado y la fracción sólida
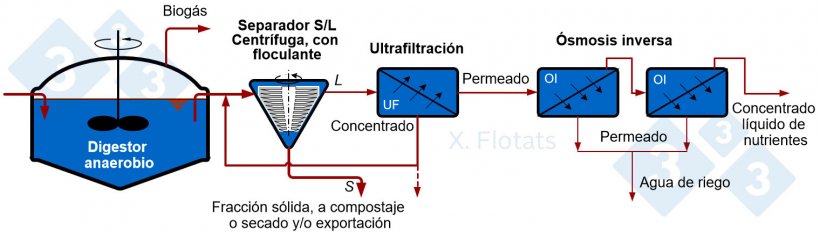
Figura 4. Esquema de la combinación de digestión anaerobia y procesos de membrana (ultrafiltración y osmosis inversa) para obtener un concentrado de nutrientes a exportar como fertilizante líquido.
En esta combinación el objetivo es obtener un concentrado líquido de nutrientes con nula o mínima concentración de partículas en suspensión, con el fin de poder valorizar el concentrado como fertilizante líquido.
Los procesos de filtración por membrana consisten en la separación de partículas de un efluente líquido dado su tamaño o salinidad mediante membranas semipermeables. De los diferentes tipos de procesos de membrana, sólo la osmosis inversa permite concentrar sales, el resto (microfiltración, ultrafiltración, nanofiltración) sólo permite separar partículas o moléculas de elevado peso molecular. La osmosis inversa consiste en invertir el flujo osmótico del agua (que iría de un medio diluido a otro más concentrado) a través de una membrana semipermeable mediante la aplicación de presión, obteniendo un permeado (fase diluida) y un concentrado. Para evitar ensuciamiento deben aplicarse sistemas de separación S/L y filtración antes del proceso; por ello se ha añadido en la Figura 4 una unidad de ultrafiltración. Mediante osmosis inversa pueden concentrarse más del 99% de las sales, pero las pequeñas moléculas no ionizadas pueden atravesar la membrana, como el amoníaco, de manera que no se obtiene como permeado agua completamente limpia.
Si se desea un mayor grado de concentración que el que puede ofrecer la osmosis inversa es necesario combinar además con una evaporación al vacío, con recuperación de condensados para agua de riego. Del sistema también se obtiene una fracción sólida concentrada apta para exportación, ya sea con o sin compostaje, o con o sin secado. Para minimizar la materia en suspensión que se dirige a las membranas es conveniente el uso de un floculante (polielectrolito) que mejore la eficiencia de la separación S/L por centrifugación.
Digestión anaerobia combinada con concentración térmica mediante evaporación al vacío y secado
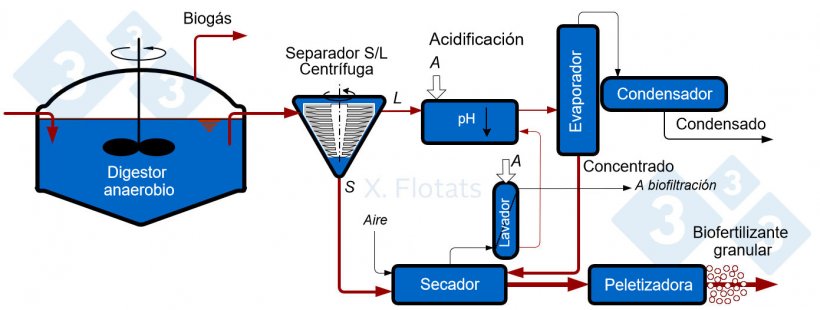
Figura 5. Esquema de una instalación de producción de biofertilizante granular a partir de purines de cerdo digeridos anaeróbicamente.
El objetivo de la concentración térmica es la separación del contenido de agua por evaporación, para obtener un producto concentrado que mantenga la carga inicial de nutrientes para su posterior transporte y valorización. Los procesos térmicos aplicados a la concentración son, de forma genérica, la evaporación (aplicable a líquidos para concentrar hasta el 20 – 30% en sólidos totales) y el secado (aplicable a sólidos para concentrar hasta más del 90% en sólidos totales). Los procesos térmicos han de complementarse con otros para evitar el deterioro del material y la pérdida por volatilización de compuestos orgánicos y amoníaco.
Con el fin de que los vapores no causen problemas de contaminación atmosférica, la evaporación se ha de realizar al vacío y a temperaturas moderadas (50-70 °C), con recuperación del agua condensada con el fin de ser reutilizada, para riego u otros usos. Para minimizar la concentración de nitrógeno amoniacal en los condensados debe añadirse previamente un ácido para bajar el pH. El aire y vapor de agua del secado debe tratase con un lavador ácido, con recirculación del efluente líquido a la unidad de reducción del pH y tratamiento del aire resultante en biofiltros. Para minimizar el contenido de compuestos orgánicos en los condensados es necesario eliminar previamente la materia orgánica, objetivo que se consigue con la digestión anaerobia previa.
Se ha comprobado que sin la digestión anaerobia previa, la DQO (demanda química de oxígeno) de los condensados puede llegar a ser tan elevada como 10.000 mg DQO/L, mientras que ésta baja por debajo de 130 mg DQO/L con la digestión. Asimismo, el consumo de ácido para bajar el pH antes de la evaporación al vacío también es menor cuando se utiliza digestión anaerobia.
El biogás que pueden producir las excretas no es suficiente para cubrir la demanda de energía térmica de una instalación como la de la Figura 5, de manera que debe recurrirse a la codigestión con residuos de la industria alimentaria, para aumentar la producción de biogás y reducir el agua necesaria a evaporar, y a otras fuentes de energía renovable.
Deseo saber más sobre la digestión anaerobia 
Deseo saber más sobre los sistemas de separación S/L
¿Podría substituir la unidad de secado por un secado con energía solar?
Volver a la situación de excedente de nutrientes para estudiar otras estrategias tecnológicas
