

L. monocytogenes es una bacteria Gram-positiva en forma de bacilo no esporulada (Figura 1) que provoca listeriosis, enfermedad que puede llegar a cursar con septicemia y meningitis principalmente en personas con sistemas inmunes debilitados, enfermos, mujeres embarazadas, niños menores de 4 años y ancianos. Aunque el número de casos totales de listeriosis en la Unión Europea durante el 2012 (EFSA, 2014) no fue muy elevado (1.642 casos), la tasa de mortalidad de los afectados (17,8%) fue más de 100 veces superior a Salmonella. De ahí, las estrictas políticas de tolerancia, ya sean asociadas al riesgo inherente a cada tipo de alimento como las aplicadas en Europa (Reglamento EU 2073/2005), Canadá (FD-FSMP 0071, 2011) y Australia-NZ (FS 1.6.1.mod) o de tolerancia cero de aplicación en EE.UU. y Japón.

Figura 1: L. monocytogenes en el microscopio electrónico de barrido SEM
L. monocytogenes se destruye con la pasteurización y el cocinado correcto. No obstante, los productos listos para el consumo (RTE-productos destinados al consumo directo sin necesidad de cocinado o transformación eficaz para eliminar o reducir los patógenos a niveles aceptables) derivados del pescado o de la carne representan uno de los mayores riesgos con respecto a este patógeno. La prevención de la contaminación y el control de L. monocytogenes en cada una de las etapas de producción y conservación hasta el consumidor en este tipo de industrias productoras de RTE, es pues clave para minimizar el riesgo.
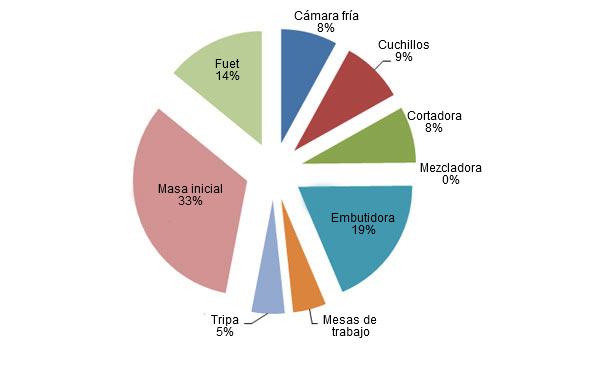
Figura 2: Presencia de L. monocytogenes (%) en el equipamiento, masa inicial, tripa y producto de pequeñas industrias elaboradoras de productos cárnicos fermentados curados tipo fuet.
La ubicuidad (Figura 2) y persistencia de este patógeno, asociado al hecho que puede formar biofilms y puede crecer a temperatura de refrigeración, incluso en envasado al vacío o en atmósfera modificada, dificulta su control. Por ello, es necesaria una visión de control global, y la aplicación de protocolos estrictos de BPH, BPM, BPF, prerrequisitos y un plan APPCC desde la producción hasta el consumidor final poniendo especial atención en:
- Producto: Se debe conocer si los parámetros fisico-químicos intrínsecos y extrínsecos del producto, ya sea la composición del mismo, la actividad de agua o el pH por ejemplo, permiten o no el crecimiento del patógeno o mejor, si pueden o no ejercer cierta acción bactericida. Nos preguntamos, ¿nuestro producto tiene un contenido elevado de NaCl, contiene ácidos orgánicos o está formulado con un pH<4,4 o aw<0,92 o pH<5,0 y aw<0,94 que pueda controlar el crecimiento del patógeno (Reglamento EU 2073/2005)? ¿El producto contiene o puede contener microbiota de interés tecnológico con propiedades bioprotectoras? ¿El proceso de producción tiene fase de letalidad o de restricción del crecimiento microbiano? ¿Se realizan tareas post-procesado, loncheado, envasado, otros...? ¿Cuál es la vida útil prevista y en qué condiciones de conservación y uso? ¿A qué tipo de consumidores va destinado nuestro producto, incluye grupos de riesgo?
- Instalaciones: Se debe evitar la entrada del patógeno en planta, homologando los proveedores, controlando las plagas y realizando una formación adecuada del personal tanto de producción como de mantenimiento y de reparaciones.
Se deben delimitar las posibilidades de contaminaciones cruzadas, realizando un diseño higiénico adecuado de las instalaciones, respetando los circuitos y flujos de producción con aplicación de flujo de aire desde las zonas limpias (producto final) a las más sucias (materia prima), evitando condensaciones, delimitando los compartimentos de las diferentes áreas de trabajo, con especial atención en las zonas de post-procesado, loncheado y envasado y especialmente durante los picos de producción. Se aconseja el uso de sala blanca si se producen productos considerados de alto riesgo (ej. Productos cárnicos cocidos loncheados y sin tratamiento post-procesado de letalidad).
La limpieza y la desinfección deben ser muy estrictos. No se deben dejar restos de materia orgánica ni superficies húmedas que pudieran facilitar la formación de biofilms. Una vez formado el biofilm, éste es mucho más resistente a los detergentes y desinfectantes y su eficiencia puede quedar mermada, a parte pueden acabar obstruyendo y deteriorando las tuberías y/o cañerías. La frecuencia de la limpieza y desinfección se debe valorar según el riesgo asociado al producto producido. Se debe verificar que los procedimientos aplicados son efectivos y para ello, deben realizarse las pertinentes analíticas microbiológicas (métodos ISO de referencia, ISO 11290-1/2 o alternativos validados) partiendo de un buen plan de muestreo que considere superficies de contacto y no contacto amplias (1000-3000 cm2), y tomando la muestra con esponja abrasiva o toallitas húmedas con neutralizantes para desinfectantes con un muestreo a ser posible doble, antes de la producción con las superficies limpias y desinfectadas y durante la producción (2-3 h después del inicio) o al final de la misma. Nunca inmediatamente después de la limpieza y desinfección. La anotación sistemática de los resultados y la creación de un histórico para el análisis de tendencias se consideran indispensables para poder aplicar las acciones correctoras de manera efectiva.
